
Dualform Process
SBE Engineering Developed Press To Assist The Aerospace Industry
Background
The very nature of aerospace design presents production engineers with many fundamental problems that are not met in general industry. The finished product is comparatively large and complex, the order book can fluctuate, and the marketing prospects are often difficult to predict a combination of factors, which demands the lowest possible manufacturing costs. Tooling is always expensive; costs increase with the size of the vehicle and vary inversely with the size of the order book. Tooling costs must therefore be kept down.
The Dualform Process
Dualform is a patented process incorporating a special Double Acting Hydraulic Press. This process enables the simultaneous manufacture of matched top and bottom dies within the press, which in turn are used for the manufacture of the pressings.
The tools are cast using a unique, low melting point, alloy called ‘Jewelite’, housed in a special bath situated within the press toolspace. After use, the tools are melted down again in situ and new tools cast. The process can be completed in approximately 3 hours on the smallest presses and under 24 hours on the larger Dualform models. The operation can easily be repeated for each new (or repeat) batch of pressed components.
Dualform - Instant Tooling
The press tools are made in four simple stages.
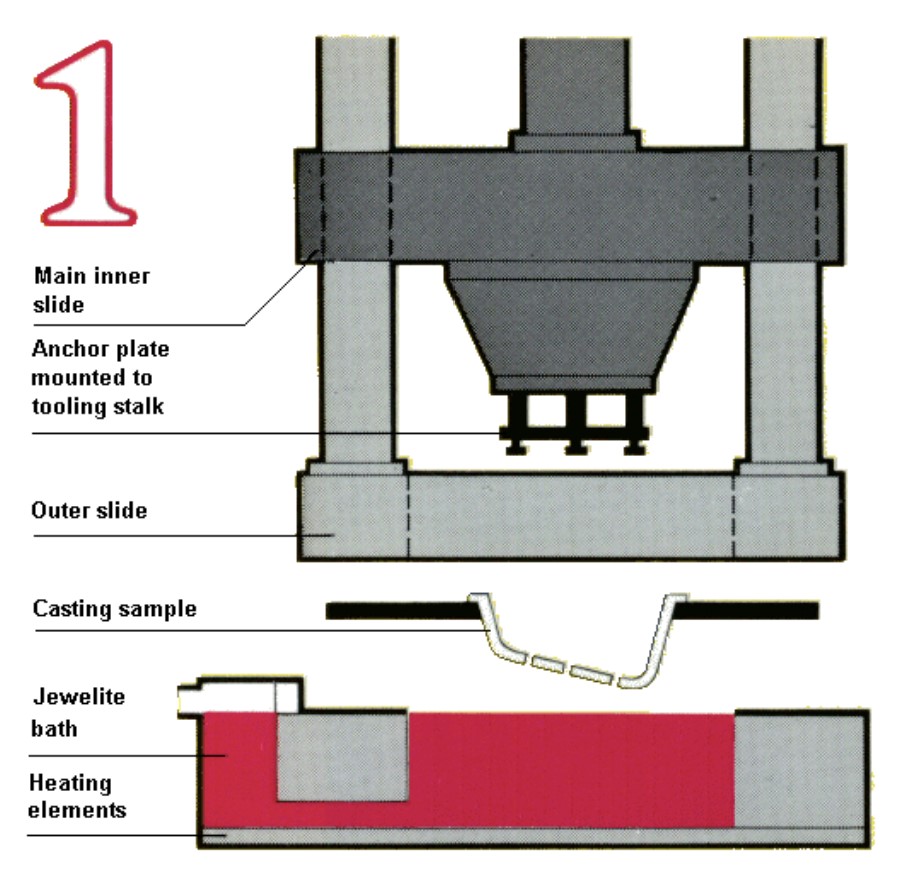
Stage 1
1. A “casting sample” is prepared and pre-drilled
2. The Jewelite alloy has a melting temperature of 140oC
3. The anchor plate is mounted on the main inner slide,
with tee-bolts on the underside.
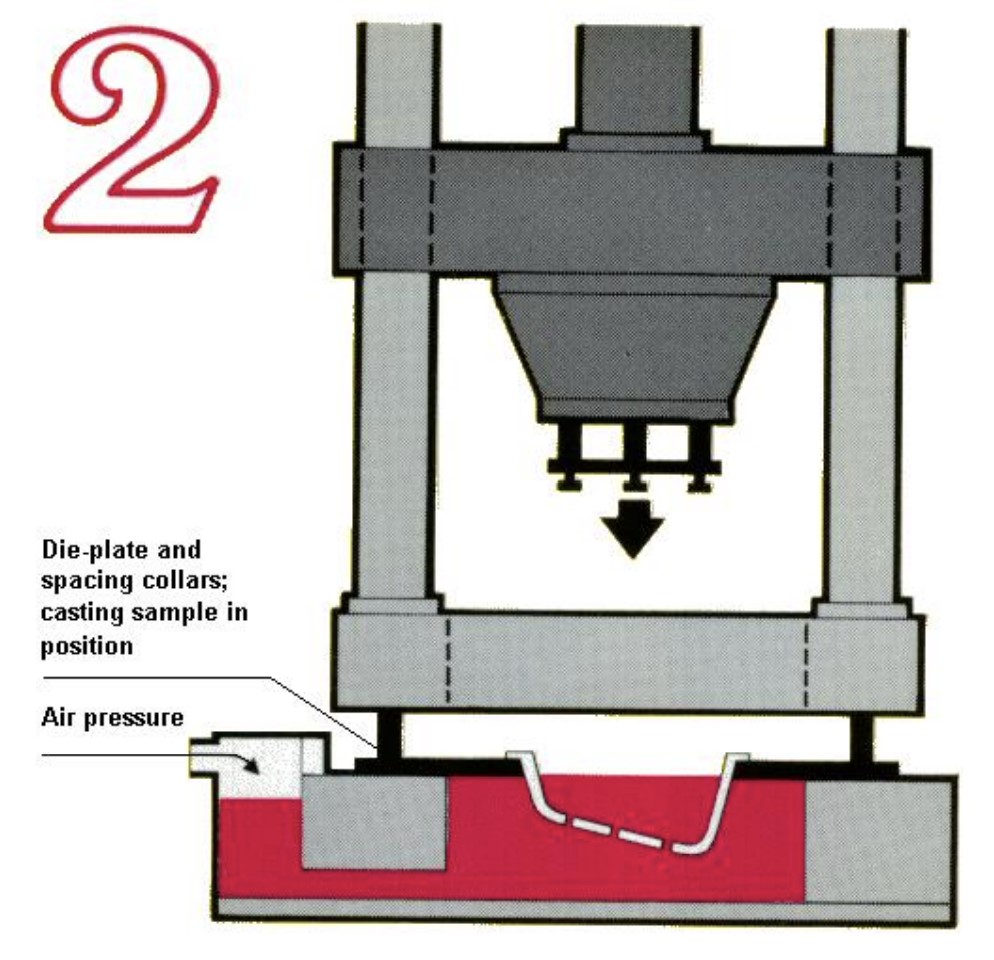
Stage 2
1. The die plate and “casting sample” are placed in position
over the bath of molten alloy. The sample fills with alloy
through the small pre-drilled holes.
2. The main inner slide is lowered until the underside of the
anchor plate is just below the top surface of the die plate
and locked in this position.
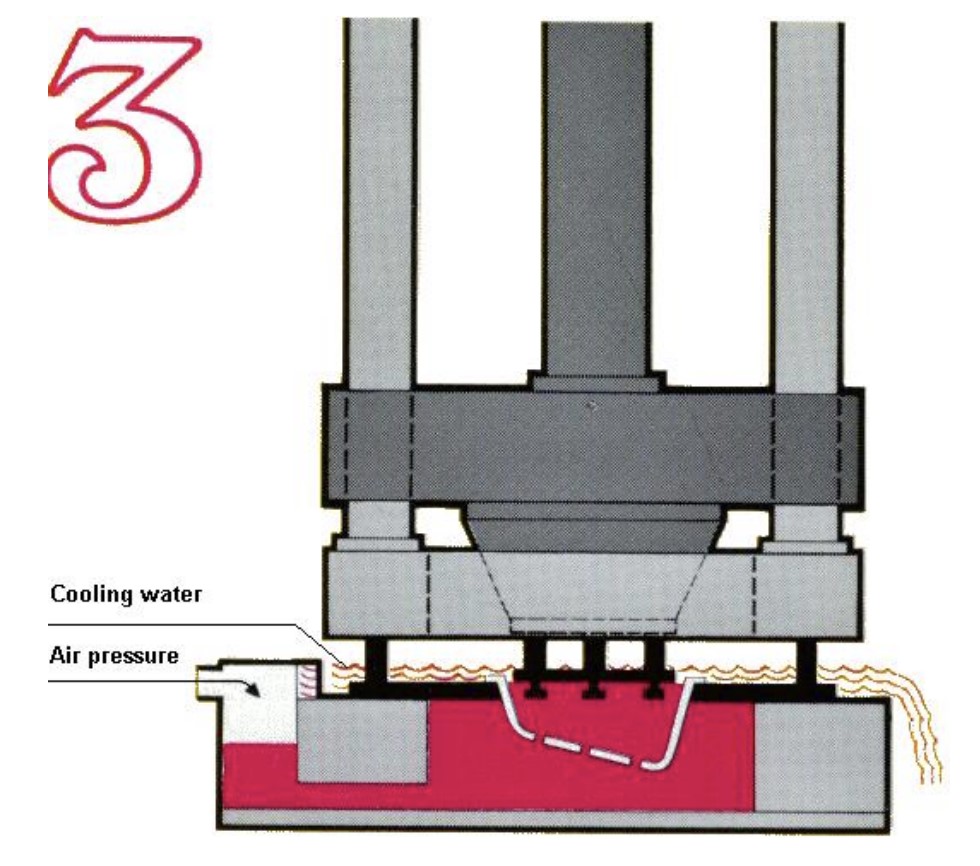
Stage 3
1. The alloy in the bath is raised to the desired level by
applying air-pressure to the auxiliary feeder tank.
2. Cooling water is run across the surface of the bath until
the alloy has solidified.
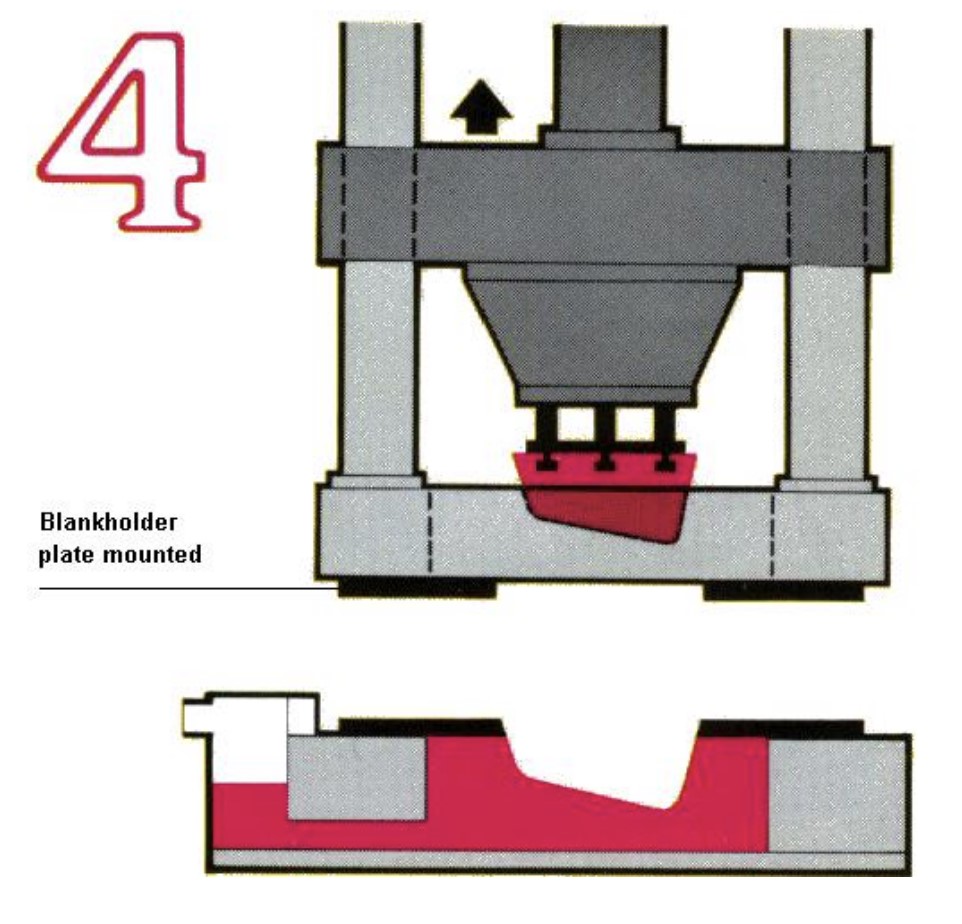
Stage 4:
1. When solid, the main inner slide is raised, taking with it the alloy which filled the sample. This alloy becomes the top die.
2. The casting sample is removed, exposing the alloy bottom die beneath.
3. The tools are fettled smooth and the blankholder plate is fitted to the outer slide.
4. Presswork begins as with normal double action press tools. On completion of the run of pressings the plates are removed, the punch lowered into the die and the tools melted down ready for the subsequent component.
It is now common practice in the aerospace industry to use a variety of adapter plates in the press. A number of plates can be made with rectangular holes to accept different sizes of blankholder, and the same concept has also been extended to the die plates. This scheme
allows the blankholder and die plates to be made in sizes just big enough to manufacture the component required. Varying the size of these components to suit the dimensions of the product saves both material and tool storage space. Furthermore, when the piece cut from the
blankholder plate is tapped and fitted with anchor bolts, it becomes the punch support plate.
To fabricate, for example, a piece of ducting, the component design is split so that a model can be made of each half. The punch and die are cast in Jewelite in the normal way, but the punch support plate, and the die and blankholder plates can each be reversed to give opposite “hand”. This saves both time and money – one set of plates produces both halves of the ducting.
Part of the time required by the tool-making process is naturally taken up by melting the Jewelite before casting the punch and die, and by cooling the molten metal once the press has been set. Neither process need intrude into the working day.
An automatic electric timer switches on the heaters early in the morning so that the Jewelite is molten and ready for casting when the operator arrives for work; and a second automatic control can turn off heaters and cooling water at a suitable time after the operator has gone
home. This second control will allow an operator to start making a set of tools before the end of his working day, rather than having to delay beginning the process until the following working day, or having to remain at the press overnight. A comparison of the costs of manufacture by conventional pressing methods with the costs incurred using these techniques clearly demonstrates the savings that can be made.
Hydraulic System
Proportional hydraulics, which introduce the precision and flexibility of electronic control, now provide easier setting up for the manufacturer and end-user; while purpose-built modular press manifolds have helped reduce OEM design and production costs, as well as permitting a core
impact assembly.
Whereas earlier Dualform presses were designed using conventional valve gear, which incorporated size 50mm directional/relief valves and required a correspondingly large manifold assembly, the new machine features Rexroth Hydraulics’ purpose-built Type L press modules,
complete with proportional control technology. Designed specifically for such press applications, with all valves mounted onto or inserted into the manifold, it provides all logic control elements and requires only piping into the hydraulic circuit; thus, it eliminates the manufacturer’s machining costs and transfers manifold design responsibility to Rexroth, worldwide leaders in drive and control technology.
The press itself comprises two elements, the inner and outer slides, which can be used independently or combined to work as one system. A 1100L/min size 50 L module is used to give proportional control of the main centre ram, whilst a smaller 700L/min size 40 module is employed for the four outer cylinders. When used independently, these outer slides are brought down and act as blank holders, with the tonnage of each regulated individually by proportional reducer valves; the forming operation is then carried out by the main ram, which is again proportionally controlled with regard to the tonnage applied to the pressing.
The press hydraulics are powered by four variable displacement Type A4VSO 250cm3 pumps, driven at 1440rpm by 75kW electric motors. Each runs at 375 litres/min flow and is fitted with LR2 hyperbolic horsepower control, which maintains a constant pre-set drive power. For handling the rapid approach and return strokes of the slide cylinders, pre-fill valves are fitted, which assist the pumps by isolating the main working circuit under pressure.
Overall, the hydraulics system represents a very modern, cost-conscious design solution, which can be readily applied to other models in the large Dualform range of hydraulic presses. The Dualform process is employed extensively in the aerospace, automotive, white goods and sub contracting industries, for prototypes and low volume panel pressings, and more than 300 Dualform presses are currently in use worldwide.
Benefits Of The Dualform Process
1. Efficiently produces deep drawn components at a fraction of the cost of conventional tooling.
2. The ability to simultaneously produce matched pairs of press tools and be in production within 16 hours (3-4 hours on smaller machines, subject to availability of a Casting Sample).
3. The ability to easily modify the pre cast tools by fettling and so improve the resultant pressing. This is particularly beneficial when manufacturing prototype pressings.
4. Continuous runs of several hundred components are achievable at low cost.
5. Existing ‘Jewelite’ tools are melted down and new tools cast, this process recycles the alloy and eliminates the need for tool storage.
6. The ability to easily produce curved profile pressings.
7. Used in conjunction with the Casting Rig, the Press can be kept in a continuous production mode.
8. Avoids expensive hard tooling which can quickly become obsolete.
9. Larger Dualform Presses can be quickly modified to accept suitable hard tooling if required, therefore giving total production flexibility.
10. Capable of replacing hard tooling that may have become damaged or destroyed